instructions de polissage
Instructions de polissage de la série Domaille 4 et 5
Fiber Optic Center est le leader de l'industrie dans les processus de polissage rentables et hautes performances pour la production d'assemblage de volumes. La réalisation de résultats cohérents qui répondent aux spécifications techniques exigeantes pour les systèmes de débit de données élevés à grande vitesse nécessite l'optimisation de nombreux facteurs tout au long du processus de terminaison et de test.
Ces facteurs comprennent:
- fibre appropriée
- Film de tours de tailles et matériaux de grain
- époxy approprié
- solutions de polissage
- Mélange, application et durcissement approprié de l'époxy
- étalonnage et qualité des instruments de test
- Qualité et tolérances du connecteur
- qualité de l'adaptateur et tolérances
- qualité de machine et de luminaire
- Méthodes et conditions de test
- pression et temps de polissage à chaque étape
- propreté globale
- La qualité et la cohérence des films lapulaires
- Procédures de nettoyage spécifiques

Cela n'affectera pas les performances du film. Pour les films finaux de dioxyde de silicium, utilisez uniquement une lingette imbibée d'eau. L'alcool décomposera le classeur sur ce type de film.
Instructions générales
1. Avant d'exécuter un luminaire de polissage chargé sur la machine, effectuez un débbing rapide ou un vernis d'air pour éliminer les bords tranchants de la fibre pour faire rincer la fibre avec la perle époxy. Dix à quinze petits cercles avec du carbure de silicium 9-16um devraient être suffisants mais variera en fonction de la longueur de clivage. L'utilisation du couperet laser Sagitta Comet élimine cette étape, aide à donner un point de départ cohérent et diminue le processus de polissage.
2. Clean Tamps et plaques avec au moins 99% d'alcool isopropylique pur, de lingettes sans peluche, d'eau distillée et d'air propre et sec. ITW Chemtronics 6704 Econowipes, Cleantex 604 sans lingettes sans peluche ou kimwipes sont recommandés pour s'assurer qu'aucune contamination ne se produit pendant le processus de nettoyage.
3. Utilisez une quantité minimale d'eau distillée pour adhérer aux films de rodage non PSA à la surface de polissage (coussinet en caoutchouc ou plaque de verre). Gardez les bulles d'air au minimum et assurez-vous qu'aucun débris n'est piégé entre le film et la surface de polissage. L'utilisation d'un rouleau acrylique aidera à s'assurer qu'il y en a peu ou pas de bulles d'air.
4.Lorsque utilisant de l'eau désionisée ou distillée comme liquide de polissage, assurez-vous qu'une brume ou un spray fin est appliqué uniformément à travers le film et les coussinets afflués. Ne laissez pas la piscine d'eau. FOC recommande d'utiliser le flacon pulvérisateur AS8 ou AS16 Ångströmspray pour appliquer une brume fine.
5. Entre chaque étape de polissage, éliminez les faces finales du connecteur, les surfaces de titulaire de travail et la surface et la dessous du coussinet de polissage avec de l'eau désionisée, puis nettoient avec une essuyage et un explosion sans peluche avec une pression propre, sèche et haute pression air. De plus, nettoyez le film de rodage en débusant avec de l'eau distillée, puis (à l'exception des films finaux de dioxyde de silicium) utilisent une lingeaude à l'alcool (99% isopropylique) et essuyez le film du centre au bord extérieur. 1 Nettoyage approprié aidera à assurer une face de fin sans rayures, fosses et défauts, et prolonger la durée de vie du film.
6. Reportez-vous aux tableaux pour les processus recommandés. Veuillez noter que ce sont généralement des points de départ et des ajustements devront être effectués sur la base de nombreux facteurs tels que le style de connecteur et le fabricant, le nombre de connecteurs par luminaire et les performances requises. Fiber Optic Center a le personnel technique à portée de main pour vous aider à définir votre propre processus personnalisé pour obtenir les résultats souhaités.
1 La teinture peut légèrement s'éteindre sur une lingette trempée d'alcool. Cela n'affectera pas les performances du film. Pour les films finaux de dioxyde de silicium, utilisez uniquement une lingette imbibée d'eau. L'alcool décomposera le classeur sur ce type de film.
Processus de 2,5 mm - Tableau 1.1
| Étape de polissage | Couleur / matériau / grain | Pression 1 / pad | Vitesse | Temps | Fluide | Usage2 | Numéro de pièce |
|---|---|---|---|---|---|---|---|
| Suppression d'époxy3 | GRAY PURPLE / SILICON CARBUDE / 16UM | 0,1 lb 1 70 D | <100 tr / min | 15-30 sec. | Eau | 1-5 | SC16F503N100 |
| Vernis brusque | Brun / diamant / 5um | 0,35 lb 1/70 D | 120 tr / min | 60 sec. | Eau | 10-30 | D5bf503n1 |
| Polisson moyen | Violet / diamant / 1um | 0,35 lb 1/70 D | 120 tr / min | 60 sec. | Eau | 20-30 | D1kt503n1 |
| Vernis final | Blanc / ultimas-u sio 2 / sub-micron | 0,35 lb 1/70 D | 120 tr / min | 60-90 sec. | Eau | 5 | ULT02605503N100 |
| Nettoyage4 | Pile brun / afflué / Aucun | 0 lb 1/70 D | 120 tr / min | 15-20 sec. | Eau | 10 | ABR70NC502N1 |
Processus de 2,5 mm - Tableau 1.2
| Étape de polissage | Couleur / matériau / grain | Pression 1 / pad | Vitesse | Temps | Fluide | Usage2 | Numéro de pièce |
|---|---|---|---|---|---|---|---|
| Suppression d'époxy3 | GRAY PURPLE / SILICON CARBUDE / 16UM | 0,1 lb 1 80 D | <100 tr / min | 15-30 sec. | Eau | 1-5 | SC16F503N100 |
| Polisson moyen | Violet / diamant / 1um | 0,25 lb 1/80 D | 120 tr / min | 60 sec. | Eau | 20-30 | D1kt503n1 |
| Vernis final | Blanc / ultimas-u sio 2 / sub-micron | 0,25 lb 1/80 D | 120 tr / min | 60-90 sec. | Eau | 5 | ULT02605503N100 |
| Nettoyage4 | Pile brun / afflué / Aucun | 0 lb 1/80 D | 120 tr / min | 15-20 sec. | Eau | 10 | ABR70NC502N1 |
Options de polissage finales - Tableau 2
En tant que leader dans le polissage monomode, FOC recherche toujours des améliorations de processus.
La plupart des innovations se produisent à la dernière étape. Certaines autres options de polissage finales sont les suivantes:
| Étape de polissage | Couleur / matériau / grain | Pression 1 / pad | Vitesse | Temps | Fluide | Usage2 | Numéro de pièce |
|---|---|---|---|---|---|---|---|
| Vernis final | Blanc / ultimas-p sio 2 / sub-micron | 0,35 lb 1 70 D (pour 2,25 mm) 0,25 lb 1 80 D (pour 1,25 mm) |
120 tr / min | 60-90 sec. | Eau | 5 | ULT026HF503N100 |
| Vernis final | Translucide / sio 2 / sub-micron | 0,35 lb 1 70 D (pour 2,25 mm) 0,25 lb 1 80 D (pour 1,25 mm) |
120 tr / min | 60-90 sec. | Eau | 5 | Xf5d |
| Vernis final | Translucide / sio 2 / sub-micron | 0,35 lb 1 70 D (pour 2,25 mm) 0,25 lb 1 80 D (pour 1,25 mm) |
120 tr / min | 60-90 sec. | Eau | 5 | ULT02605503N100 |
| Vernis final | Translucide / sio 2 / sub-micron | 0,35 lb 1 70 D (pour 2,25 mm) 0,25 lb 1 80 D (pour 1,25 mm) |
120 tr / min | 60-90 sec. | Eau | 5 | ABR70NC502N1 |
Spécifications techniques attendues
| SM UPC Back-reflection | -55 dB ou moins | Perte d'insertion SM | 0,2 dB ou moins | Décalage de l'apex | 500 µm ou moins |
| MM UPC Back-réflexion | -30 dB ou moins | Perte d'insertion MM | 0,5 dB ou moins | Rayon de courbure APC | 5-12 mm |
| SM APC Back-Reflection | -65 dB ou moins | Hauteur des fibres | +/- 50nm | Rayon de courbure PC | 7-25 mm |
1 La pression est par connecteur
2 Répertorié à des fins de référence uniquement. L'utilisation réelle dépendra du nombre de connecteurs, du style de connecteur, de la propreté globale, etc.
3 Pendant le développement de processus, des intervalles de 15 secondes sont recommandés pour inspecter les progrès d'élimination de l'époxy. Une fois le développement terminé, utilisez un temps total pour le pas.
4 Quel que soit le nombre de connecteurs, utilisez un minimum de 1,25 lb. et un maximum de 3 livres.
5 Étape de nettoyage en option
Mt Polissing
Comme pour tout polissage, il est important de contrôler tous les aspects du processus. Cela devient encore plus critique lors du polissage des ferrules MT à plusieurs fibres. Le processus variera en fonction du fabricant et du type Ferrule. FOC recommande d'utiliser les meilleures ferrules pour assurer des résultats cohérents. Une bonne technique de polissage et de nettoyage devient également de plus en plus vitale. L'utilisation du Cleaver laser Sagitta Comet-MT aide à donner un point de départ cohérent, diminue le temps de processus et donne de meilleurs résultats. Ces processus et techniques fonctionnent avec la plupart des ferrules disponibles dans le commerce, mais un réglage fin peut être fait. N'hésitez pas à nous contacter pour obtenir de l'aide pour effectuer ces ajustements de processus, afin que les résultats répondent à vos besoins.
Élimination de l'époxy MT - plat et incliné
FOC recommande que la majorité de l'époxy soit retiré à la main en utilisant un film PSA plat en carbure de silicium 30um ou 16um (SC30F503P / SC16F503P) sur une plaque de verre:
1. Chargez toutes les ferrules dans un luminaire de polissage plat avec une fenêtre époxy orientée vers le centre de la plaque à l'aide de la clé à torche fournie.
2. Fixez le luminaire au bras de la machine.
3. Soulevez le bras en position verticale.
4. Au début, déplacez très doucement la plaque de polissage à travers toutes les ferrules pour décoller les fibres. Des ruptures de fibres peuvent se produire ici si elles ne sont pas faites attentivement.
5. Une fois que les fibres sont au moins rincer avec des billes époxy, augmentez progressivement la pression jusqu'à ce que la majorité de l'époxy soit retiré de toutes les ferrules.
- Plus important que la quantité d'époxy à gauche est que les billes époxy sont uniformes.
6. Passez à la première étape de mise à niveau sur la table appropriée.
Note importante
Le brevet suivant couvre l'utilisation des produits ci-dessus pour la résiliation des connecteurs multifibres. Veuillez consulter votre avocat ou contacter Corning Cable Systems avant de mettre en œuvre un processus de production à l'aide de ces produits. Nous Pat. N ° 6,106 368 - Méthode brevetée pour polir les ferrules optiques par Corning Cable Systems and CCS Technology, Inc.
Instructions de nettoyage
Le nettoyage entre les étapes de polissage est extrêmement important pour obtenir des résultats optimaux. De l'eau distillée, de l'air sec propre et des lingettes sans peluche doivent être utilisées.
1. Après chaque cycle de polissage, vaporisez toute la surface du bas du luminaire de polissage, permettant à tout le matériau poli de s'écouler dans le plateau d'égouttement. Ensuite, vaporisez l'eau directement sur chaque face du connecteur. Cela gardera les trous de gueule de guidage propres et réduira la contamination croisée.
2. Une fois que la plaque et les ferrules ont été soigneusement pulvérisées d'eau, utilisez l'air propre, sans humidité et à haute pression pour faire exploser l'eau de la plaque, en concentrant l'air directement dans les trous de broche de guidage.
3. Avec un kimwipe à l'eau ou à l'alcool (99% isopropyle), essuyez le fond du luminaire du connecteur, ainsi que le périmètre extérieur, et sèche avec l'air propre et sans humidité et à haute pression. Cette procédure de nettoyage doit être répétée après chaque étape de polissage. Il est recommandé que le processus de nettoyage soit effectué avant de supprimer le film utilisé. Cela minimisera la possibilité de contamination croisée d'une étape à l'autre.
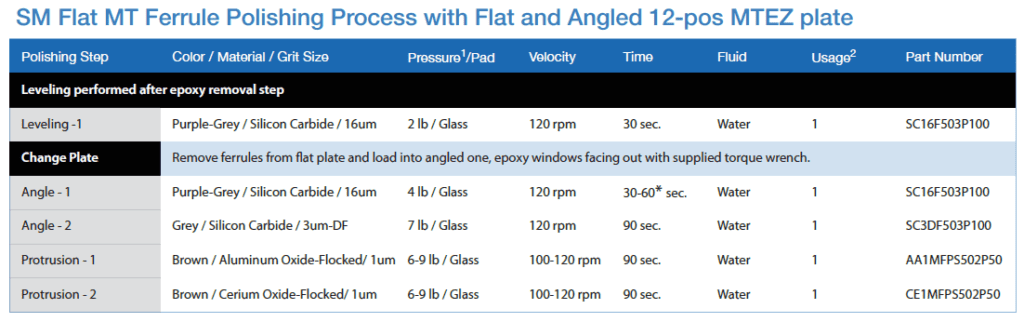
MM et procédé de polissage SM Mt pré-angle avec plaque MSEZ 12-POS
| Étape de polissage | Couleur / matériau / grain | Pression 1 / pad | Vitesse | Temps | Fluide | Usage2 | Numéro de pièce |
|---|---|---|---|---|---|---|---|
| Nivellement effectué après étape d'élimination de l'époxy | |||||||
| Nivellement - 1 | Gris violet / carbure de silicium / 16 µm | 2 lb / verre | 120 tr / min | 45 sec. | Eau | 1 | SC16F503P100 |
| Nivellement - 2 | Gris / silicium en carbure / 3 µm-df | 7 lb / verre | 120 tr / min | 90 sec. | Eau | 1 | SC3DF503P100 |
| Protection - 1 | Brun / oxyde d'aluminium / 1 µm | 6-9 lb / verre | 100-120 tr / min | 90 sec. | Eau | 1 | Aa1mfps502p50 |
| Protection - 2 | Brun / cérium-oxyde / 1 µm | 6-9 lb / verre | 100-120 tr / min | 90 sec. | Eau | 1 | CE1MFPS502P50 |
Note importante
Le brevet suivant couvre l'utilisation des produits ci-dessus pour la résiliation des connecteurs multifibres. Veuillez consulter votre avocat ou contacter Corning Cable Systems avant de mettre en œuvre un processus de production à l'aide de ces produits. Nous Pat. N ° 6,106 368 - Méthode brevetée pour polir les ferrules optiques par Corning Cable Systems and CCS Technology, Inc.
1 Pression basée sur une plaque complète à 12 positions. Divisez par 12 pour calculer la pression par connecteur.
2 Répertorié à des fins de référence uniquement. L'utilisation réelle dépendra du nombre de connecteurs, du style de connecteur, de la propreté globale, etc.
Fiber Optic Center est votre ressource pour vous aider à répondre aux questions techniques. Envoyez vos questions par e-mail à notre outil Askfoc à askfoc@focentre.com . Notre équipe technique répondra à vos questions.
Suivez Fiber Optic Center @fiberopticcntr